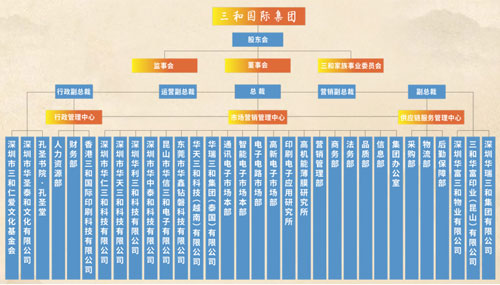
集团简介
三和国际集团
是一家有信仰、有使命、有梦想的儒商企业
在PCB(印制电路板)成型加工中,板边毛刺、披锋、发白等缺陷直接影响产品品质与后续装配效率。面对不同板材硬度、厚度及加工精度要求,如何精准选择成型锣刀?三和国际集团旗下华仁电子——半导体产业世界级的高新电子材料方案商,其钻锣刀产品线以高纯度碳化钨基体、纳米复合涂层与精密磨削工艺著称,为电路板成型加工提供全方位解决方案。本文将重点解析粗齿、密齿、断屑型锣刀的结构特点与选型逻辑,帮助用户有效抑制缺陷、提升成型品质。
三和国际成型系列锣刀基于三大核心优势设计:材质升级——采用高纯度碳化钨基体,洛氏硬度达HRA92+,耐磨性较传统刀具提升40%以上;精密加工——通过粗精磨一体机等先进设备,尺寸公差控制精准,适配微型化、高精度需求;结构优化——排屑槽与刃部设计注重散热与排屑,减少缠屑、堵屑问题,延长刀具寿命。这些技术为成型加工中的毛刺控制奠定了硬件基础。
结构特点:粗齿型锣刀采用大齿距设计,齿数少、容屑空间大,切削阻力小。配合耐磨涂层,刃部寿命长。
适用场景:普通FR-4、CEM-1等标准PCB板材的外形成型,尤其适合大批量生产。大齿距结构使切削效率高,可快速去除余量,但需注意在高硬度板或薄板中可能产生轻微板边发白。
毛刺控制建议:粗齿型锣刀更适合对板边光洁度要求不高的普通板材。若遇到毛刺问题,可搭配更高转速或涂层优化,或更换为密齿型。
直径范围:Φ0.6mm~2.4mm。
结构特点:密齿结构设计,齿数多,单齿切削量小,加工面平整。排屑槽优化升级,排屑流畅且磨损均匀,使用寿命较普通锣刀提升30%以上。
适用场景:高TG板材、无卤素板、环保板等硬度较高、易产生毛刺的材质。密齿结构能有效抑制板边毛刺和发白,保证孔壁与外形边缘的洁净度。
毛刺控制建议:当加工高硬度板材时,优先选用密齿型锣刀。其多齿设计使切削力分布均匀,减少振动,从根源上避免毛刺产生。同时配合优化转速与进给,可达到镜面级板边效果。
直径范围:Φ0.6mm~2.4mm。
结构特点:专用断屑槽型设计,切削过程中碎屑均匀断裂成短节,避免长条缠屑缠绕刀具或堵塞排屑槽。刃部强化处理,刚性强,散热性能优异。
适用场景:高TG板材、厚铜板等对板边品质要求极高的外形加工。断屑设计不仅能抑制毛刺,还能减少停机清理碎屑的时间,提升生产效率。
毛刺控制建议:针对高硬度、高韧性板材(如无卤素高TG板),断屑型锣刀是首选。其断屑槽结构使碎屑不易粘连,切削区域温度降低,板边发白、毛刺现象显著改善。同时,碎屑均匀断裂避免二次切削,保护板边光洁度。
直径范围:Φ1.0mm~2.0mm。
除上述三种核心类型外,三和国际还提供:单旋型锣刀——专为表面带铜箔的PCB板设计,有效抑制铜箔毛刺;双刃锣刀——对称设计切削平稳,适用于铝基板、铁氟龙等特殊材质;反刃密齿锣刀——配合Spindle反转原理,解决半PTH孔披锋残留;平底锣刀——盲锣平面加工,保障平整度;槽刀系列(SD/USD、EAU、EA)——针对长槽、短槽加工优化,改善槽变形与槽壁毛刺。用户可根据板材特性、孔径要求及生产节拍灵活选配。
三和国际引进粗精磨一体机HX-8000-1、微钻自动四站机NanoGrind/MD4000-2、断屑型中大钻六站机NanoGrind M、自动研磨机等国际先进设备,确保每支锣刀的刃部精度、涂层质量与批次一致性,让选型方案落地无忧。
避免毛刺和披锋的关键在于匹配板材硬度与刀具结构:普通板材大批量加工,选粗齿型;高硬度板材追求品质,选密齿型;高韧性或厚铜板需断屑控制,选断屑型。三和国际成型锣刀系列通过材质、工艺与设计的系统优化,为电路板成型加工提供完整刀具谱系。华仁电子作为三和国际集团旗下半导体产业世界级的高新电子材料方案商,将持续以创新刀具解决方案助力电子制造升级。